2024-01-24
3MK13系列轴承磨床的砂轮架主轴要求高转速、高精度、重载且单向恒速,多采用轴瓦式动压轴承。砂轮主轴磨削过程中,时有发生主轴卡死的现象,俗称抱轴,如果没有及时发现并采取措施,将会给设备和生产造成较大损失。
径向抱轴,轴瓦与砂轮轴发生干摩擦,径向抱轴常见的是轴瓦与砂轮轴之间发生干摩擦,占总抱轴率的百分之六十以上。主要原因是铁屑、砂粒等杂质侵入轴瓦与砂轮轴之间,使轴瓦和砂轮轴产生环状划伤、拉毛,破坏了承载油膜,从而导致抱轴。
采取措施:装配前去除每个零件的尖角毛刺,并仔细清理、清洗,砂轮架腔内要进行彻底清洗。维修过程中要注意清洁。添加润滑油要经过精过滤,过滤精度不小于0.5μm,润滑油定期更换等。
砂轮主轴结构及原理,3MK136内圈滚道磨床的砂轮轴结构,其动压轴承采用三片轴瓦式结构,轴瓦由球头螺钉支承,轴瓦与砂轮轴调整一定间隙后,锁紧球头螺母。将两止推垫调整至相对固定的位置,锁紧轴向螺母使砂轮轴轴向定位。安装前、后凸缘套,将润滑油导入油腔,安装前、后凸缘径向密封。
动压主轴的基本工作原理为:每块轴瓦的支承球面中心在圆周方向上距中心线有一偏心距,当砂轮轴旋转时,在油液作用下,三片轴瓦各自绕球头螺钉的球面摆动至平衡位置,从而形成三个楔形缝隙,把润滑油从大口带向小口,产生压力油楔,在轴瓦与砂轮轴之间形成油膜,使砂轮轴浮在三片轴瓦中间。抱轴原因及应对措施砂轮轴抱轴产生的原因有多种,根据抱轴产生的部位,分为径向和轴向两种。
砂轮轴与两端凸缘摩擦,少数情况下会出现砂轮轴与两端凸缘内孔干涉,严重时会研伤主轴,甚至抱轴。这是因为凸缘内孔与主轴的间隙不等,局部过小时,在砂轮轴皮带张紧力作用下产生干涉。
采取措施:在安装前、后凸缘时,先用0.02mm的塞尺检验,保证凸缘内孔与砂轮轴保持较小而相等的间隙,适当张紧砂轮轴皮带后,砂轮轴前后两端产生微量位移,砂轮轴与凸缘内孔仍不得干涉。较为理想的方法是砂轮轴皮带轮采用卸荷装置,以消除张紧皮带轮产生的径向力,同时也可以阻隔砂轮电动机的振动。
轴瓦与砂轮轴间隙过小,轴瓦与砂轮轴之间一般要求保持0.008~0.025mm的间隙,若间隙过小,可能导致抱轴。砂轮轴、轴瓦整体温升过高,零件过度膨胀,导致轴瓦与砂轮轴直接抱死。该情况的发生一般是因为润滑系统上的散热器出现故障,未能正常散热,导致润滑系统温度过高。可以在主轴润滑系统安装温控检测装置,当润滑系统温升超过二十度时,温控装置进行预警。
机床在工作中由于振动或其他原因使支承轴瓦的球头螺钉松动,上部轴瓦由于自重下垂,贴在砂轮轴上,使润滑油无法进入轴瓦与砂轮轴之间,导致抱轴。要严格控制轴瓦与砂轮轴的间隙,合适的间隙可以使油膜刚度和砂轮轴回转精度提高。调整至合适间隙后将球头螺钉上的锁紧螺母拧紧。当调整间隙为0.015mm左右,运转主轴跳动为0.005mm时,可使磨加工工件的表面粗糙度Ra达到0.05μm。
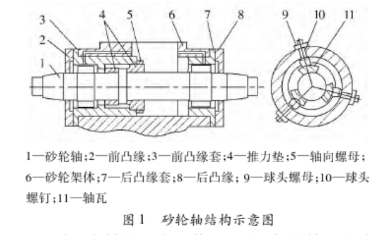
轴向抱轴,轴向抱轴主要由主轴轴肩与前、后止推垫之间干涉引起。由图1可知,砂轮轴的轴向定位是依靠锁紧螺母把两止推垫调整到相对固定的位置,约束主轴的轴肩而定位。在正常状态下,轴肩与两止推垫之间保持有一定的间隙,在受热状态下仍要求有微量间隙,如果此间隙过小将可能产生轴向抱轴。
零件加工不合格,主轴与前、后凸缘不同轴,两止推垫与轴肩前后两面不平行,也将引起主轴在运转过程中与两止推垫发生间歇性摩擦,导致抱轴。正常状态下保持轴肩与两止推垫之间间隙为0.005~0.01mm,并且轴向锁紧螺母紧固,运转过程中不允许有松动。在装配调整过程中,转动主轴时不能有偏沉现象,且轴肩与止推垫间的轴向间隙要相等。
通过对动压主轴抱轴原因的分析,可发现动压主轴装配和调整是一项关键工作。实现动压主轴正常工作的必要条件为:(1)清洁装配;(2)轴瓦与砂轮轴保持一定的间隙,有充足的润滑油;(3)适当的皮带张紧力;(4)轴肩与止推垫在受热状态下仍保持有微量间隙;(5)前、后轴承应有较高的同轴度。
来源:《轴承》
(版权归原作者或机构所有)


